- LinuxCNC для чайников
- Содержание
- НАЧАЛО. ОПИСАНИЕ EMC2 или EMC2 Integrators Manual
- Глава 1. Важные определения
- Глава 2. Аппаратное обеспечение (Hardware)
- Глава 3. Конфигурационные файлы
- Глава 4. Файл INI
- Глава 5. EMC2 и HAL
- Глава 6. КОМАНДЫ
- BIT или не BIT? Вот в чём вопрос!
- Нужно ли изобретать велосипед или Компоненты реального времени. Часть 1.
- Компоненты реального времени. Часть 2.
- Своя панель. Первые шаги.
- Как «прикрутить» свою панель к «стандартной»?
- Как «связать» кнопки своей панели с CNC?
- Как не запутаться в сложной схеме CNC?
- LinuxCNC / Настройка
- Содержание
- Введение
- Настройка адреса ввода\вывода LPT-PCI
- Настройка работы шаговых двигателей
- Настройка датчиков домашнего положения
- Настройка работы шпинделя
- Настройка сети и подключение сетевой папки
- Настройка удаленного доступа
- Настройка высоты датчика автоматического определения высоты инструмента
- Настройка внешней кнопки E-Stop
- Рекомендации по выбору беспроводного адаптера
- Справочник параметров *.ini файла
- Группа [DISPLAY]
- DISPLAY
- EDITOR
- POSITION_OFFSET
- POSITION_FEEDBACK
- ARCDIVISION
- GRIDS
- MAX_FEED_OVERRIDE
- MIN_SPINDLE_OVERRIDE
- MAX_SPINDLE_OVERRIDE
- DEFAULT_LINEAR_VELOCITY
- MAX_LINEAR_VELOCITY
- Группа [EMCMOT]
- EMCMOT
- COMM_TIMEOUT
- BASE_PERIOD
- SERVO_PERIOD
- Группа [TRAJ]
- Группа [AXIS_*]
- MAX_VELOCITY
- MAX_ACCELERATION
- STEPGEN_MAXACCEL
- SCALE
- FERROR
- MIN_FERROR
- MIN_LIMIT
- MAX_LIMIT
- HOME_OFFSET
- HOME_SEARCH_VEL
- HOME_LATCH_VEL
- HOME_IGNORE_LIMITS
- HOME_SEQUENCE
- Справочник параметров *.hal файла
- Работа с утилитами HAL
- HALSHOW
- Приложения
- Ссылки на дополнительную документацию
- Конфигурационные файлы LinuxCNC для оборудования компании CNC-Technology
LinuxCNC для чайников
Содержание
НАЧАЛО. ОПИСАНИЕ EMC2 или EMC2 Integrators Manual
И почему электронщики не понимают программистов? А ведь учились в соседних группах.
Начнём разборку тоже с этого описания.
Глава 1. Важные определения
Никаких проблем. Всё понятно. Идём дальше.
Глава 2. Аппаратное обеспечение (Hardware)
2.1 Latency Test
И опять всё понятно. Тест несложный. Данные записаны.
Глава 3. Конфигурационные файлы
И тут всё в порядке.
Дальше стал конфигурить систему, используя Stepconf. Столкнулся с проблемой, что Stepconf не дал мне возможности сконфигурировать систему такой, которая мне нужна. Испробовав несколько вариантов понял — нужно будет прописывать конфигурацию «ручками».
Вот и подошел я к INI-файлу.
Глава 4. Файл INI
Вопросы начали появляться, но житейское правило: Не трогай того, что не понимаешь — помогло прописать бОльшую часть ini-файла. Больше того, прописал четвертую ось (она у меня должна качать гель: шаговик-насос). Даже подвигал насос. Но КАК его запустить программой? Да еще в нужное время, с нужной скоростью!
Тут без понимания HAL-файла не обойтись.
Глава 5. EMC2 и HAL
И вот первая строка:
Motion загружается при помощи команды motmod. Родственные программы должны быть запущены до motion.
Перечитал пару раз. Непонятно. Пропустил и полез дальше. Ещё более непонятно. Открыл HAL у себя и стал читать, взирая на реальный текст реального HAL-а. Стал понимать структуру самого файла. Но что там написано.
После двух недель стало ясно следующее:
1. Система EMC2 или LinuxCNC — это огромный набор маленьких программок, которые определенным образом сконфигурированы в систему. Потому, чтобы начать самому прописывать свою систему своего станка — необходимо понять логику этой конфигурации. А она оказалась довольно простой. Только написана на ином языке, на языке программистов.
Итак, эти маленькие программки называют КОМПОНЕНТАМИ. У каждого компонента есть своё ИМЯ.
2. У каждого компонента есть контакты (клеммы, разъемы) входов и выходов. Их называют ПИНы. У каждого компонента пинов может быть различное количество. У каждого пина есть своё имя. Пины бывают входные и выходные. А записывать это имя пина договорились так:
(имя компонента).(имя пина)
, где motion- имя компонента, analog-out-00 — имя пина, этот пин выходной и его номер 00.
ВАЖНО! Не стоит верить имени пина в части входной он или выходной. Есть случаи, когда в названии пина есть «in» или «out@? а на самом деле всё обстоит совсем не так. Так где же узнать входной это пин или выходной?
Вариант 1. Почитать мануал (описание) EMC2. Там это выглядит как-то так:
— как мы уже разобрались, эта запись означает, что это выходной пин coolant-flood компонента iocontrol.0
Вариант 2. (мной пока слабо используемый) Смотреть на свойства пина можно и в емс — любой пин открываем в Halshow и смотрим.
Также компонент может иметь один или несколько параметров (это такие коэффициенты, которые используются при работе компонента). Тут нет проблем — такое есть в любой схеме (номиналы резисторов, например).
Компоненты могут «соединяться» между собой посредством связей (проводки между входами и выходами). Тут есть тоже свои правила: 1. Чтобы не путаться, договорились каждую связь обзывать своим именем.
В этом случае, запись «коммутации» двух компонентов будет выглядеть так:
, что означает создаём (команда net) связь (vel) между пином current-vel компонента motion и пином vel компонента stepgen.3 (тут 3 — это номер компонента с таким именем — ведь один компонент может использоваться одновременно несколько раз, но под разными порядковыми номерами). Стрелочки писать необязательно. С ними на начальном этапе овладения системой проще — понятно ОТКУДА и куда передается «сигнал».
Возможно эту запись сделать так:
— как вам будет удобнее и понятнее. Кстати, эти две строчки могут быть записаны в разных местах HAL-файла.
Есть и второе правило при записи связи:
2. К одному выходному пину можно подсоединить несколько входных пинов. Но один входной пин можно подсоединить только к одному выходному пину.
Глава 6. КОМАНДЫ
Вот приходите вы домой (вошли в систему), подошли к телевизору, нажимаете на пульте 5 канал (обращаетесь к компоненту) и. А экран-то тёмный! Оказывается телевизор-то не включили.
Так же происходит и с компонентами Линукса. В HAL-е нужно первым делом «включить» нужные компоненты — «загрузить компонент HAL реального времени»!
Так мы подошли к понятию КОМАНДЫ.
1. loadrt — загружает компонент HAL реального времени. Например,
, что означает: загружаем (loadrt) компонет stepgen с некоторыми установками (step_type=0,0,0,0), о которых поговорим позже.
2. addf — добавляет компонент реального времени в поток. А по-русски, эта команда определяет, где будет находиться компонент: в высокоскоростном потоке (base-thread) или в низкоскоростном потоке (servo-thread). А если ещё точнее, то определяет, где будет находится ФУНКЦИЯ компонента, так как один компонент может исполнять несколько функций, которые могут быть высокоскоростными и низкоскоростными. Это видно на примере:
ВАЖНО! Эти команды должны быть обязательно! Именно они определяют: какими компонентами мы собираемся пользоваться и какие требования к этим компонентам мы предъявляем по скорости.
ВАЖНО 2! Перед тем, как прописывать функции компонента в потоки — посмотрите описание компонента! Возможно у него есть НЕСКОЛЬКО ФУНКЦИЙ и у этих функций могут быть имена ОТЛИЧНЫЕ ОТ ИМЕНИ КОМПОНЕНТА. Эти функции нужно прописывать отдельно.
3. С этой командой мы уже встречались — net — создает связь между сигналом и одним или несколькими пинами. Очень удобно, что если этой связи ещё не было (а ведь мы помним, что в Линуксе каждая связь имеет своё имя), то эта связь автоматически создаётся.
Например, нам нужно подать высчитанный программой сигнал Step на два контакта LPT-порта (мы пожелали управлять через отдельные драйвера двумя шаговиками по координате X). Для этого мы должны написать:
Т.е. главное в этой команде:
на первом месте — команда (net), затем название связи (xstep), а уже потом источник сигнала (выходной пин компонента — stepgen.0.step) и приёмник (приёмники) сигнала (входной или входные пины компонентов parport.0.pin-02-out и parport.0.pin-03-out).
Стрелочки => и Ура Линуксу или ошибки, ошибки и ошибки.
Что бы мы делали, если бы LinuxCNC не проверял ошибки ДО начала работы? А ведь проверяет!
Изменили мы ini- и hal-файлы, запустили EMC2 и. Получили сообщение об ошибке. Что с ним делать? И ведь понаписано много! Разберёмся последовательно:
Понятно — тут всё важное о самой системе.
А вот тут уже поинтереснее. Например вот эта строка у меня не понравилась EMC2:
Расшифровка: в файле 333.hal в строке 105 прописан пин axis.3.amp-enable-out, которого просто нет. Забыл я подчистить остатки от четвертой оси, которую изничтожил на корню. Удалил и всё заработало!
Также система отслеживает ошибки с применением типа переменных и параметров (BIT или FLOAT), ошибки при применении связей между пинами компонентов и многое другое. И самое важное — указывает конкретное место, где эту ошибку нашла!
«И это меня радует!» («Килаграмм»)
BIT или не BIT? Вот в чём вопрос!
Захотели, например, мы включать и выключать внешний двигатель, управляемый stepgen.2, командой из g-кода.
Выбрали motion.analog-out-00 (команда M68 E0 Q1 и M68 E0 Q0) , а управлять решили через stepgen.2.enable
Прописываем связь этих пинов в hal:
(это означает: создаём связь upr для соединения выходного пина analog-out-00 компонента motion со входным пином enable компонента stepgen.2)
А причина проста — несоответствие типа выходного и входного пинов:
Выход из ситуации может быть таким — использовать motion.digital-out-00 (команды M64 P0 и M65 P0) — формат сигнала BIT
И самое главное — НЕ ЗАБЫВАЙТЕ ПРОВЕРЯТЬ ФОРМАТЫ пинов и параметров, а также переменных. Это несложно, но позволит избежать многих ошибок.
Нужно ли изобретать велосипед или Компоненты реального времени. Часть 1.
Мы уже вполне осознанно начали лазить по файлам настройки и конфигурации CNC — самое время начать усовершенствовать работу нашего станка, придумать всякие удобства, «вкусности» и т.п.
Например, не запускать станок, пока точно не будет ясно, что оператор нажал две кнопки безопасности, разнесенные подальше друг от друга 😉
Пропишем эти две кнопки:
а дальше нужно включать станок только если эти «кнопочки» (start1 и start2) нажаты (= 0). Сделаем это через пины
всех трех координат. Т.е. пока отрабатывается программа — держи руки на кнопках!
Т.е. условием включения станка должно быть:
Мы, как электронщики, прекрасно знаем, что это легко реализовать через двух-входовый элемент ИЛИ-НЕ и двух-входовый И
(start1 или start2), затем инвертируем и на первый вход элемента И, а на второй вход того же И — axis.0.amp-enable-out
Тогда на выходе, при start1 = 0 и start2 = 0, получим тот же уровень, что и axis.0.amp-enable-out и передаём его на stepgen.0.enable
И так по всем трем осям.
А, если хотя бы один start (хотя бы одна кнопка) равен 1 (отжата), то stepgen.0.enable равен 0 (False) и движение по осям прекращается.
Что нам может предложить CNC из стандартного набора компонентов?
Пропишем всё в логике CNC (только одну координату для краткости):
Вроде всё. НЕТ! Опять забыли для начала «включить» компоненты и определить их в нужном потоке. Мы используем один компонент or2, один компонент not и один компонент and2 (для одной оси) или три компонента and2 (для трёх осей). Получается всё вместе:
Здесь loadrt and2 count=3 говорит о том, что мы будем использовать компонент 2-И трижды.
Это пример использования готовых компонентов для реализации «цифровой схемы». Но это далеко не все возможности компонентов реального времени.
Компоненты реального времени. Часть 2.
Аналогично «цифровым» прототипам в LinuxCNC есть и «аналоговые» компоненты:
limit[N] — ограничитель сигнала между min и max
lowpass — низкочастотный фильтр
mux2, mux4, mux8 — коммутаторы сигналов на 2, 4, 8 коммутируемых входов
Своя панель. Первые шаги.
В процессе отладки своего станка часто возникает потребность визуального контроля процесса или оперативного изменения параметров работы станка. Как это реализовать, если на стандартной панели таких элементов нет? Конечно, сделать эти элементы самостоятельно!
Начнём с простого примера. Нужно контролировать состояние сигналов stepgen.0.enable, stepgen.1.enable и stepgen.2.enable.
Светодиоды! Вот что нам понадобится. Но не настоящие из кремния и пластика, а «нарисованные». 😉
1. Создаём файл с именем ledall.xml
Делаем его в обычном текстовом редакторе.
halpin — это процедура задания имени «светодиода» в .hal
Сохраняем файл как ledall.xml в папку с файлом нашего .ini файла!
2. Прописываем в .ini в разделе [DISPLAY]:
а в разделе [HAL]:
3. Создаём файл ledall.hal и прописываем в нём:
Как вы уже поняли, мы использовали СИГНАЛЫ xenable, yenable и zenable из нашего файла .hal:
, т.е. эти сигналы обязательно должны быть уже созданы в файле .hal
Теперь мы можем видеть состояние наших двигателей во время работы станка.
По умолчанию КРАСНЫЙ — это FALSE или 0, а ЗЕЛЕНЫЙ — это TRUE или 1.
Как «прикрутить» свою панель к «стандартной»?
Сразу оговорюсь, что «стандартной» панелью назвал панель AXIS — это самая распространенная панель у новичков.
Для начала: Файл, в котором будем прописывать связи пинов панели с пинами CNC называется posgui.hal и лежит он в папке конфигурации (в папке с настройками — там, где лежат файлы .ini и .hal)
Свою панель вырисовываем в Glade (это такая программа для создания визуальной панели) и сохраняем в папке конфигурации под именем mygui.ui При прорисовывании в Glade брать «кнопки» и «индикаторы», по возможности, из меню HAL_PYTHON
В .ini прописываем:
Теперь при запуске CNC mygui.ui мы увидим стандартную панель с прикрученной к ней справа нашей панелью. Если открыть в CNC Станок-Установки HAL — PINS — gladevcp, то можно посмотреть весь список пинов нашей панели.
Когда дополнительных кнопок и индикаторов много — лучше для себя сделать табличку соответствий: пин панели — пин компонента — действие (так будет всё понятно и запутаться будет труднее).
Как «связать» кнопки своей панели с CNC?
Для связи нашей панели с CNC используем пины различных компонентов.
ВНИМАНИЕ! Особо обратите внимание на компонент halui — в нём есть множество полезных пинов!
1. Прописываем в .ini , что мы будем использовать компонент halui:
2. В описании EMC2 внимательно читаем о пинах компонента halui Например, Мы хотим на своей панели поставить индикатор «E-STOP». Берем в Glade в разделе «HAL_PYTHON» индикатор LED (он, например, прописал свой пин как hal_led1 Ищем соответствующий пин в halui:
Прописываем в postgui.hal (связываем эти два пина):
Теперь у нас индикатор на панели показывает состояние E-STOP.
Как не запутаться в сложной схеме CNC?
Как только мы начинаем понимать основы LCNC, то начинаем творить!
И натыкаемся на вопрос: как не запутаться в множестве связей? А ведь каждая связь должна иметь своё имя!
Я поступаю так: Даю каждой связи имя по имени выхода компонента (ведь выходы компонентов в LCNC объединять нельзя!). Например:
Источник
LinuxCNC / Настройка
Содержание
Введение
В LinuxCNC настройка параметров под конкретное оборудование, происходит отлично от большинства популярных систем управления ЧПУ (Mach3 или NC-Studio). Большинство необходимых параметров задаются внесением изменений в текстовые конфигурационные файлы *.hal и *.ini.
Примечание: В составе LinuxCNC есть приложение с графическим интерфейсом пользователя для настройки конфигурации станка (Stepconf), однако, как показывает практика некоторые изменения приходится вносить в конфигурационные файлы вручную. В большинстве случаев в этом нет необходимости. Именно поэтому в данном руководстве вся настройка и внесение изменений происходят через *.hal и *.ini файлы.
Что же такое *.hal и *.ini файлы? Немного теории.
hal — Hardware Abstraction Layer (Слой аппаратных абстракций) — конфигурационный файл Linux, отвечающий за связь аппаратной и программной части станка.
К примеру в данном файле содержится информация: адрес устройства ввода-вывода (PCI-LPT или другой контроллер), назначение портов ввода\вывода функциям системы и др.
ini — файл конфигурации, содержащий настройки системы. К примеру в данном файле содержится информация: скорости, ускорения, количество импульсов на мм, скорость поиска домашнего положения, пределы перемещений и др.
Для удобства освоения материала настоящее руководство разделено на 2 части: справочники по *.hal и *.ini файлам, а также отдельные главы по настройке тех или иных функций (перемещения, шпинделя, датчиков и прочее). Ниже перечислены все необходимые параметры для настройки вашего станка под управлением LPT (в руководстве используется контроллер LPT-DPTR 1.03)
В данном руководстве подразумевается, что вы установили скаченный образ Craftex т.к. некоторые аспекты по настройке уже сделаны. Также в данном руководстве не подразумевается использование утилит по автоматическому созданию или изменению файлов конфигурации.
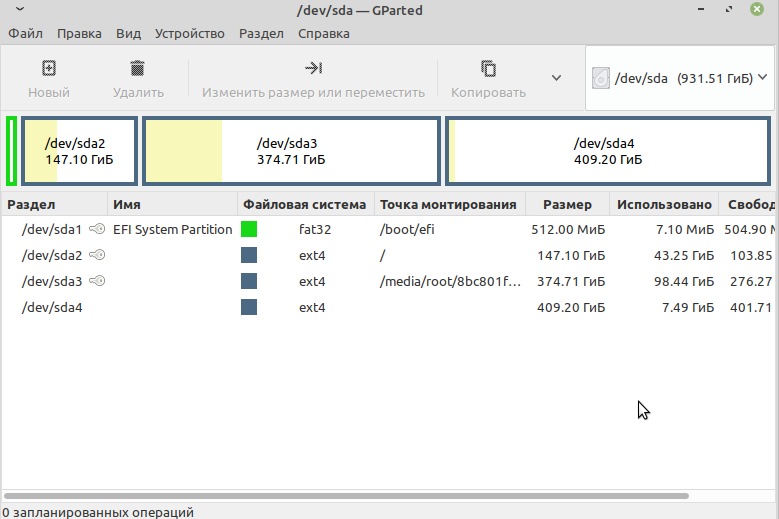
В начале определим местоположение наших файлов конфигурации. По умолчанию файлы конфигурации расположены по адресу home/notroot/linuxcnc/config/Cutter_ST/Cutter_ST.hal и home/notroot/linuxcnc/config/Cutter_ST/Cutter_ST.hal. Обратите внимание, в директории config лежат все созданные конфигурации. Конфигурация может отличаться в зависимости от названия станка к примеру, Cutter_GR, мой-станок.hal и другое.
Настройка адреса ввода\вывода LPT-PCI
Настройка системы LinuxCNC для работы с LPT-портом начинается с указания адреса ввода-вывода LPT в вашем ПК. В случае использования материнской платы не имеющего на борту встроенного LPT порта, рекомендуется воспользоваться платой PCI-LPT c чипом CH351Q (ссылка на сайт CNC-Technology).
Для того, чтобы увидеть установленные в системный блок PCI устройства нужно открыть эмулятор терминала и набрать команду:
lspci –vv
В командной строке отобразятся все устройства, доступные операционной системе для работы. Среди них необходимо найти Parallel controller. Необходимый нам Region 0, адрес данного устройства, к примеру c000.
Данный адрес необходимо указать в *.hal файле конфигурации:
linuxcnc/configs/Cutter_ST/ST.hal
В открытом файле Cutter_ST.hal изменить строку loadrt hal_parport cfg=”0x378 out” на loadrt hal_parport cfg=”0xс000 out”, где 0xс000 адрес п0орта pci-платы, который мы определили ранее. Теперь мы можем запустить linuxcnc ярлыком на рабочем столе и убедиться что станок перемещается.
Настройка работы шаговых двигателей
Основные параметры настройки шаговых двигателей это деление шага (кол-во импульсов на мм), направление движения, скорости и ускорения. Дополнительные параметры, которые могут потребоваться: изменение временных составляющих импульсов на драйвер. Рассмотрим основные параметры и алгоритм настройки.
Установка пинов в *.hal
Необходимо открыть *.hal файл и убедиться в том, что порты и пины указаны в соответствии с распиновкой LPT. Подробнее смотрите в справочнике по *.hal файлу. Настройка направлений, скоростей и ускорений для каждой из осей.
Детальней рассмотрим назначение пинов для xtep и xdir.
net xstep => parport.0.pin-02-out
net xdir => parport.0.pin-03-out
Данные записи означают, что сигнал Step по оси X будет подаваться на пин 2 LPT-порта, а сигнал Dir по оси X будет подаваться на пин 3 LPT-порта. По аналогии проверяем другие сигналы для LPT.
Кроме этого, для правильной работы шаговых двигателей необходимо выставить параметр SCALE в *.ini файле. SCALE — количество импульсов на мм, параметр прямо-пропорциональный количеству импульсов на оборот шагового двигателя и обратно-пропорциональный шагу винта. Другими словами, если на драйвере выставлено деление шага 1/4, шаговому двигателю требуется 800 импульсов на оборот (т.е. стандартное деление шага 200 умножили на делитель 4), а винт ШВП, установленный на станке, имеет шаг 5 мм, то параметр SCALE = 800 / 5 = 160.
Параметр SCALE указана в *.ini файле, в соответствии с каждой группой для своей оси. К примеру для того, чтобы изменить данный параметр для оси X нужно найти его в группе [JOINT_0]. Аналогично [JOINT_1] для оси Y и [JOINT_2] для оси Z.
Если направление перемещения не совпадает с фактическим, то необходимо удалить строчку setp parport. для необходимого пина. К примеру, если направление перемещения не совпадает по оси X то в *.hal файле необходимо найти строчку setp parport.0.pin-03-out-invert 1 и её удалить (достаточно сделать её комментарием поставив знак # перед строчкой: #setp parport.0.pin-03-out-invert 1).
Настройка датчиков домашнего положения
Для настройки датчиков необходимо убедиться, что аппаратная и программная часть связаны. Для этого откроем наш *.hal файл и проверим правильность настройки.
net home-x
Подобным образом происходит связь аппаратной и программной части в области датчиков домашнего положения. Рассмотрев детальнее мы поймешь что pin 10 соответствует входу LimX на плате LPT-DPTR 1.03 и другие входные сигналы соответственно.
После того, как мы установили датчики домашнего положения необходимо проверить их срабатывание через hal-scope или HAL-метр (более подробно см. в главе Hal-scope настоящего руководства).
Необходимо убедиться, что в свободном состоянии т.е. в состоянии когда датчик не сработал состояние в LinuxCNC соответствует FALSE.
Для того, чтобы привести значение всех датчиков к FALSE необходимо изменить значение датчика на in-not.
После того, как все датчики в свободном состоянии соответствуют показанию FALSE, можно приступать к дальнейшей настройке.
Убедитесь, что строки, отвечающие за датчики в *.ini файле верные. Так, к примеру для оси X настройки датчиков хранятся в группе параметров [JOINT_0]:
HOME_OFFSET = 0.00
HOME_SEARCH_VEL = 15.00
HOME_LATCH_VEL = -1.50
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 1
Такие же параметры соответствуют осям в группах [JOINT_1] для оси X, [JOINT_1] для оси Z.
Теперь можно вернуть все оси в домашнее положение.
В случае, если одна из осей начинает перемещаться в направлении обратном положению датчика, необходимо изменить направление поиска домашнего положения. Для этого необходимо изменить знак скорости поиска домашнего положения, к примеру:
HOME_SEARCH_VEL = -15.00
HOME_LATCH_VEL = 1.50
Обратите внимание, что также изменяется знак параметра HOME_LATCH_VEL.
Далее необходимо определить минимальные и максимальные пределы (размеры рабочего поля). Для этого обратимся к *.ini файлу. В *.ini файле, для каждой оси присутствует группа параметров AXIS и JOINT. К примеру, для оси X группа [AXIS_X] и [JOINT_0]. В этих группах необходимо изменить параметры MIN_LIMIT и MAX_LIMIT, для минимального и максимального перемещения соответственно. Обратите внимание, что данные параметры повторяются как в группе AXIS, так и в группе JOINT.
Настройка работы шпинделя
Настройка шпинделя как правило состоит из двух частей: настройка автоматического вкл./выкл. шпинделя и настройка генерации ШИМ для управления скоростью вращения шпинделя.
Рассмотрим первую составляющую. Включение — выключение шпинделя простая задача, потому в *.hal файле всего две строки, указывающие на эту функцию. Необходимо убедиться, что в *.hal файле существует связь сигнала spindle-cw с пином, отвечающим за включение.
net spindle-cw => parport.0.pin-16-out
setp parport.0.pin-16-out-invert 1
Далее необходимо убедиться, что точно также подключен сигнал spindle-pwm отвечающий за выход ШИМ.
net spindle-pwm => parport.0.pin-14-out
setp parport.0.pin-14-out-invert 1
Далее, обратим внимание на настройку формирования импульсов ШИМ, который отвечает за регулировку оборотов шпинделя.
setp pwmgen.0.pwm-freq 988.0
setp pwmgen.0.scale 24000
setp pwmgen.0.offset 0.02
setp pwmgen.0.dither-pwm true
Среди них, параметр setp pwmgen.0.pwm-freq 988.0 является несущей частотой ШИМ сигнала, параметр setp pwmgen.0.scale 24000 является максимальной скоростью шпинделя, параметр setp pwmgen.0.offset 0.02 , определяет смещение фактической частоты от заданной (применяется для более точной калибровки) и параметр setp pwmgen.0.dither-pwm true указывает на «метод округления».
Настройка сети и подключение сетевой папки
Настройку общего доступа к папке будем производить на компьютере под управлением ОС Windows. А подключаться к ней будем уже с компьютера с ОС Debian (LinuxCNC-Craftex). Создаём папку в Windows где-нибудь, кликаем правой кнопкой мыши, выбираем «Свойства» — «Доступ» и жмём «Расширенная настройка»: 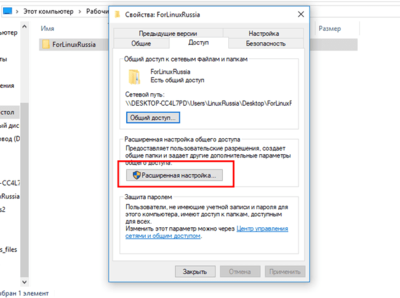
Далее проставляем галочку «Открыть общий доступ к этой папке» и нажимаем «Применить»: 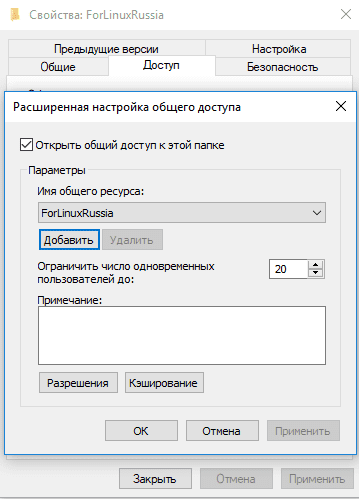
Всё, мы расшарили папку в Windows и к ней можно подключаться. Как же все таки подключиться из Debian к нашей сетевой папке? Откроем файловый менеджер (Thunar). И выберем «Обзор сети». 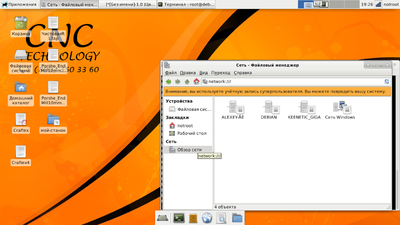
Осталось найти сетевую папку в сети и ввести пароль и логин пользователя Windows. Как же подключиться без ввода пароля к Windows папке из Debian? Нужно в Windows открыть «Центр управления сетями и общим доступом», выбрать «Изменить дополнительные параметры общего доступа»: 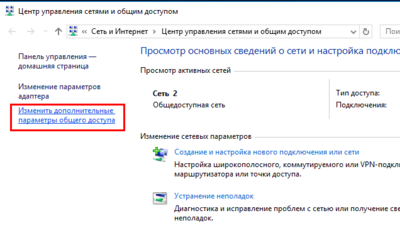
В пункте «Все сети» в самом низу будет пункт «Общий доступ с парольной защитой»: 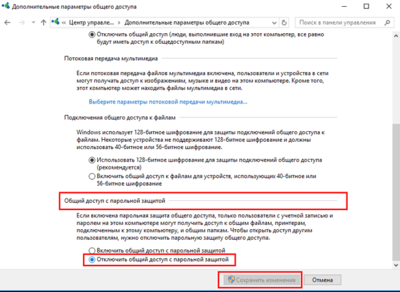
Надо отключить общий доступ с парольной защитой и «Сохранить изменения».
Настройка удаленного доступа
Удаленный доступ к Debian можно осуществить несколькими способами. Например через терминальный или графический доступ.
Терминальный или SSH(Secure Shell) доступ полезен, когда достаточно функционала командной строки для осуществления деятельности, такой доступ очень экономичен в плане интернет трафика. SSH сервер уже встроен в минимальную сборку с Craftex. Для доступа из ОС Windows потребуется лишь установленная программа Putty. 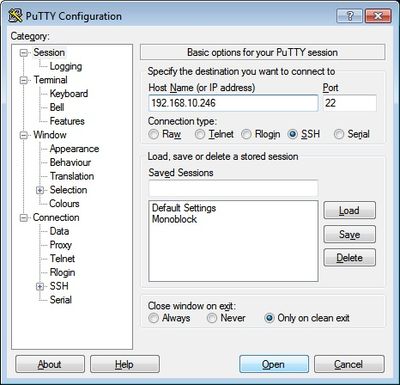
Если вам привычнее работать с файлам в графическом обозревателе можно воспользоваться WinSCP, который работает по тому же SSH протоколу. 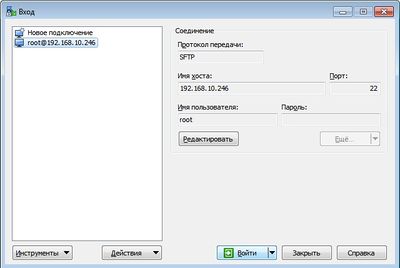
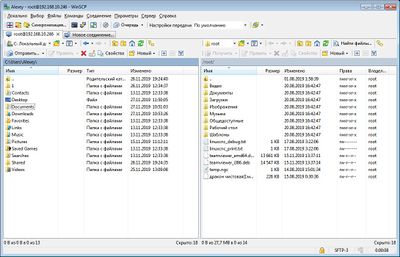
Надо сказать, что данный способ требует белого ip адреса для компьютера с Debian. Если у вас есть роутер, тогда потребуется пробросить стандартный для ssh порт № 22.
Графический доступ можно осуществлять через тот же SSH и программы Putty+Xming или протокол VNC, но как показывает практика, даже в одной локальной сети задержки графики настолько большие, что комфортно работать невозможно. Поэтому придется пользоваться сторонним ПО. Всем известный Team Viewer уже встроен в образ с Craftex. Запустите его и получите доступ из Windows после ввода вашего ID и пароля. 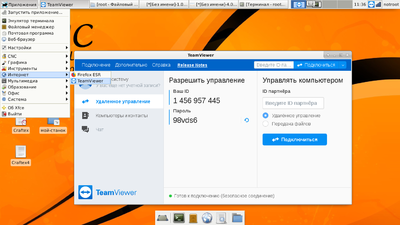
Настройка высоты датчика автоматического определения высоты инструмента
Перед тем, как настраивать работу датчика необходимо убедиться в том, что в *.hal файле указаны верные назначения для входного сигнала.
net probe-in => motion.probe-input
net probe-in
А также, необходимо убедиться в правильности нормального состояния датчика. Для этого необходимо воспользоваться утилитой HAL-метр. В разомкнутом состоянии датчик должен быть в состоянии FALSE.
В текущем релизе ПО для изменение высоты датчика вам потребуется отредактировать системный файл Craftex. В дальнейшем этот параметр будет находиться в глобальном config файле Craftex.config.
1.Для начала потребуется запустить файловый менеджер с рабочего стола и перейти по пути /home/notroot/linuxcnc-dev/bin/сraftex (notroot — ваш пользователь)
2.Далее, вам нужно отыскать в текущем каталоге файлы gmoccapy3, gmoccapy4 и открыть их поочередно через программу Mousepad (текстовый редактор)
3.В текстовом редакторе нажмем сочетание клавиш Ctrl + F для вызова поиска по файлу и введем в поиск строку: #SIZE OF SENSOR
4.Как только будет найдена требуемая строка нам потребуется всего лишь поменять значение после буквы Z в мм.
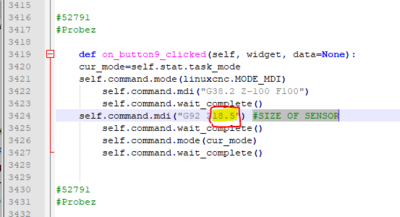
5.Сохраним файл сочетанием клавиш Ctrl + S.
6.Теперь можно запускать Craftex.
Настройка внешней кнопки E-Stop
Для удобства работы чаще всего организовывается внешняя кнопка E-stop (фактически сигналом E-Stop может, более того, должна являться не только кнопка E-stop, но и другие источники сигнала аварии. Такими источниками: драйвера шаговых двигателей имеющих выход Alarm или Fault; преобразователь частоты). Отдельное внимание стоит обратить на то, что в случае использования внешней кнопки E-stop первая функциональная клавиша (соответствующая F1) в Craftex становится привязана к сигналу E-stop, что также является очень удобным.
Для того, чтобы клавиша была функциональна необходимо внести соответствующие изменения в *.hal файл. Привести к данному следующие строки файла:
net estop-ext => parport.0.pin-15-in
net estop-out iocontrol.0.emc-enable-in
Примечание: если при включении система заблокирована, то вероятно дело в том, что входной сигнал имеет неправильное нормальное состояние (NO, NC). В таком случае нужно инвертировать входной сигнал, для этого:
net estop-ext => parport.0.pin-15-in-not
Рекомендации по выбору беспроводного адаптера
Для того, чтобы удобнее организовать работу оператора между рабочим ПК и ПК станка можно организовать локальную сеть. Таким образом отпадет возможность использовать Flash-диски.
Есть несколько способов организовать локальную сеть: проводную и беспроводную. Мы рекомендуем использовать беспроводной адаптер TP-Link TL-WN727N в ввиду надежности, стоимости и легкости установки драйверов в Linux. Драйвера для адаптера TL-WN727N можно скачать по ссылке:
Последовательность установки драйверов:
1. В скачанном архиве находятся руководство по установке и архив с драйвером. Распаковываем архив с драйвером и получаем папку rtl8188EUS_linux_v5.2.2.4_25483.20171222. Распаковывать в любое удобное место.
2. Открываем эмулятор терминала и переходим в папку с драйвером. К примеру, cd home/notroot/rtl8188EUS_linux_v5.2.2.4_25483.20171222.
3. Вводим в терминала make clean
4. Вводим в терминале make 1
5. Вводим sudo cp 8188eu.ko lib/modules/[kernel version]/drivers/net/wirieless 2
6. Вводим sudo depmode -a
7. Вводим sudo modprobe 8188eu.ko
1. После компиляции командой make в терминале мы увидим сообщения о том, какой файл скомпилирован «8188eu.ko»
2. Версию ядра [kernel version]мы можем увидеть, если пройдем по пути lib/modules/
Справочник параметров *.ini файла
- .ini — файл конфигурации, в котором хранятся основные настройки конфигурации LinuxCNC под конкретное оборудование. Данный файл располагается в директории: home/user/linuxcnc/configs/ST.ini, где:
user — имя пользователя на вашем ПК
ST*.ini — название вашей конфигурации
Давайте разберем, из чего состоит *.ini файл.
Группа [DISPLAY]
DISPLAY
Имя интерфейса для использования при загрузки текущей конфигурации LinuxCNC.
Доступные интерфейсы: axis, touchy, gmoccapy, gscreen, keystick, mini, tklinuxcnc, xemc.
DISPLAY = gmoccapy Выбран интерфейс GMOCCAPY.
EDITOR
Имя графического редактора, с помощью которого можно открыть файл управляющей программы для редактирования.
Доступные редакторы: gedit, mousepad.
EDITOR = gedit Выбран графический редактор gedit.
POSITION_OFFSET
Система координат, которая отображается по умолчанию. Доступные системы координат: RELATIVE — относительная, MACHINE — абсолютная.
POSTION_OFFSET = RELATIVE По умолчанию выбрана относительная система координат.
POSITION_FEEDBACK
Отображение координат в интерфейсе. Возможно отображать текущую позицию двумя способами: ACTUAL — действительное положение т.е. положение полученное по обратной связи от двигателей, COMMANDER — заданное (идеальное) значение координат.
POSITION_FEEDBACK = ACTUAL По умолчанию выбрано актуальное отображение.
ARCDIVISION
Тип отображения дуг (дробление дуги на прямые участки). Чем большее значение дробления указано, тем более точное (приближенное к идеальной дуге) отображение будет в окне предпросмотра, но чем тем требуется больше ресурсов ПК.
ARCDIVISION = 64 Значение по умолчанию 64.
GRIDS
Тип деления сетки. Единица измерения дюймы (in), мм (mm).
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in Доступные по умолчанию сетки.
MAX_FEED_OVERRIDE
Максимальное изменение скорости подачи, относительно скорости выставленной в управляющей программе или окне MDI.
MAX_FEED_OVERRIDE = 1.2 Значение 1.2 означает, что пользователь может превысить значение установленной скорости лишь на 20%
MIN_SPINDLE_OVERRIDE
Минимальное значение скорости вращения шпинделя, относительно выставленной в управляющей программе или окне MDI.
MIN_SPINDLE_OVERRIDE = 0.5 Значение 0.5 означает, что пользователь может понизить установленную скорость вращения шпинделя не более чем на 50%
MAX_SPINDLE_OVERRIDE
Максимальное значение скорости вращения шпинделя, относительно выставленной в управляющей программе или окне MDI.
MAX_SPINDLE_OVERRIDE = 1.2 Значение 1.2 означает, что пользователь может повысить установленную скорость вращения шпинделя не более чем на 20%
DEFAULT_LINEAR_VELOCITY
Скорость перемещений, установленная при первом запуске LinuxCNC.
DEFAULT_LINEAR_VELOCITY = 20.0 Скорость по умолчанию 20 мм/сек.
MAX_LINEAR_VELOCITY
Максимальная скорость свободных перемещений, которую можно изменять из интерфейса.
MAX_LINEAR_VELOCITY = 100.0 Максимальная скорость перемещений не более 100.0 мм\сек.
Группа [EMCMOT]
EMCMOT
COMM_TIMEOUT
BASE_PERIOD
Параметр BASE_PERIOD является одним из основных параметров, влияющих на максимальную скорость перемещения станка. Параметр BASE_PERIOD определяется исходя из показателей Latency-Test.
SERVO_PERIOD
Группа [TRAJ]
Группа [AXIS_*]
В LinuxCNC могут быть два типа оси: линейная и угловая.
TYPE = LINEAR Линейная ось
TYPE = ANGULAT Угловая (поворотная ось)
MAX_VELOCITY
Максимальная скорость перемещений данной оси (мм\сек).
MAX_VELOCITY = 100.0 Максимальная скорость перемещения 100.0 мм/сек.
MAX_ACCELERATION
Максимальное ускорение данной оси (мм\сек^2).
Пример: Максимальное ускорение 600 мм\сек^2 MAX_ACCELERATION = 600.0
STEPGEN_MAXACCEL
Данные значение должно быть на 1-10% больше по сравнению с параметром MAX_ACCELERATION. Если вы используете параметр BACKLASH (компенсацию люфта), то данный параметр необходимо увеличить в 1,5 — 2 раза по сравнению с параметром MAX_ACCELERATION.
SCALE
Параметр SCALE отвечает за количество импульсов на единицу перемещения. Другими словами, данный параметр отвечает за соответствие реального перемещения станка программному. Для того, чтобы посчитать количество импульсов на мм, необходимо воспользоваться формулой.
FERROR
Максимальное допустимое отклонение от перемещений станка (в мм). Если рассогласование между реальным и заданным положением превысит значение FERROR, то контроллер отключится. Максимально допустимое отклонение FERROR может достигаться при скорости [TRAJ] MAX_VELOCITY и при снижении скорости ошибка будет стремиться к MIN_FERROR.
MIN_FERROR
Минимальное допустимое отклонение от заданного перемещения (в мм). Если рассогласование между реальным и заданным положением превысит значение MIN_FERROR, то контроллер отключится. Минимально допустимое отклонение MIN_FERROR при низкой скорости. При росте скорости, пропорционально будет увеличиваться ошибка рассогласования и может достигать FERROR при скорости MAX_VELOCITY.
MIN_LIMIT
Минимальные машинные координаты для перемещения (мм).
MAX_LIMIT
Максимальные координаты станка для перемещения (мм).
HOME_OFFSET
Смещение рабочего поля станка относительно датчика домашнего положения для данной оси.
HOME_SEARCH_VEL
Скорость возврата в домашнее положение по датчикам (мм\сек).
Примечание: Для того, чтобы изменить направление поиска домашнего положения, необходимо поменять знак.
Пример: HOME_SEARCH_VEL = -150.00000
Примечание: При указании параметра HOME_SEARCH_VEL = 0.0, ось не будет возвращаться в домашнее положение (если в конструкции станка, не предусмотрен датчик домашнего положения).
HOME_LATCH_VEL
Скорость уточнения (точной калибровки) датчиков домашнего положения (мм\сек).
HOME_IGNORE_LIMITS
HOME_SEQUENCE
Справочник параметров *.hal файла
Для работы системы необходим правильно настроенный *.hal файл. Пройдемся по реальному конфигурационному файлу и изучим требуемые параметры.
В блоке выше нас интересует строка loadrt hal_parport cfg=»0xe000 out», в ней указан адрес LPT порта в системе, для того, чтобы узнать какой адрес требуется сюда вписать обратимся к разделу «Настройка адреса ввода\вывода LPT-PCI».
В данном блоке обратим внимание на строки setp pwmgen.0.pwm-freq 988.0, setp pwmgen.0.scale 24000, setp pwmgen.0.offset 0.02. Изменение этих параметров позволяет нам настроить соответствие реального значения оборотов шпинделя и значения оборотов в процентах, которое задается в CRAFTEX пользователем. В строке setp pwmgen.0.scale 24000 задается максимальное количество оборотов шпинделя за 1 минуту. В строке setp pwmgen.0.pwm-freq 988.0 задается частота генерации импульсов, которые отправляются в частотный преобразователь. В строке pwmgen.0.offset 0.02 задается смещение рабочего цикла. Увеличение данного значения дает увеличение оборотов шпинделя при одном и том же значении % в CRAFTEX. Уменьшение — соответственно наоборот дает уменьшение оборотов.
В блоках выше настраиваются параметры осей X,Y,Z. Разберем на примере первого блока (ось X). net xstep => parport.0.pin-02-out — В данной строке мы задаем номер пина LPT, к которому подключен сигнал STEP от драйвера. Тоесть 02 — номер пина LPT. setp parport.0.pin-02-out-reset 1 — Задает режим работы пина (он может быть прямым или инвертированным). Для сигнала STEP инверсия не требуется, поэтому в этой строке ничего кроме номера пина LPT менять не надо. net xdir => parport.0.pin-03-out — В данной строке мы задаем номер пина LPT, к которому подключен сигнал DIR от драйвера. Тоесть 03 — номер пина LPT. setp parport.0.pin-03-out-reset 1 — Задает режим работы пина (он может быть прямым или инвертированным). Для сигнала DIR может потребоваться инверсия — это изменит направление движения двигателя. Для инверсии потребуется заменить reset на invert. Что касается номера пина LPT, тут всё остается как и в пояснении выше (если меняем номер пина сигнала DIR, то тут тоже потребуется поменять).
Остальные блоки (для других осей) настраиваются полностью аналогично. Переходим далее.
В первой строке задается пин LPT для запуска шпинделя в прямом напрвлении. В второй строке задается инверсия для этого сигнала. Если требуется запускать шпиндель в обратном направлении используем spindle-ccw
В первой строке этого блока задается пин LPT для ШИМ управления шпинделя. Во второй строке задается режим работы ШИМ/ЧИМ. Для наших задач этот пин должен быть инвертирован.
В данном блоке настраиваются входные пины LPT для датчиков по осям, пин кнопки аварийной остановки и пин датчика высоты инструмента. Стоит заметить, что инверсия входных пинов производится с помощью кострукции -not (Примером является последняя строка в блоке)
Как мы можем видеть, в блоках выше настраиваются параметры шаговых двигателей по осям. Нас интересуют только идентичные для блоков выше параметры steplen,stepspace, dirhold, dirsetup. Они задаются в соответствии с используемыми драйверами, по-умолчанию заданы эти параметры.
В данном блоке настраивается блокировка работы кнопкой аварийной остановки, тоесть если кнопка нажата, то мы не можем управлять станком. Если нам требуется временно отключить эту кнопку (для тестирования), то для этого потребуется заменить вторую строку на net estop-out => iocontrol.0.emc-enable-in.
Блок выше отвечает за использование автоматической или ручной смены инструмента, по умолчанию используется ручная, поэтому изменения не потребуются.
Работа с утилитами HAL
HALSHOW
Данная утилита позволяет работать со всеми переменными, пинами, сигналами системы.
Для наших задач удобно просматривать состояния пинов.
Для запуска требуется перейти в раздел MENU в CRAFTEX и кликнуть кнопку HALSHOW на нижней панели.
Далее мы должны увидеть окно HALSHOW.
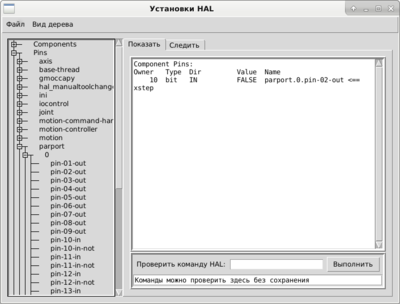
В левой колонке мы можем найти интересующий нас пин. Откроем ветку дерева Pins->parport->0. Для просмотра состояний пинов щелкнем по вкладке «Следить» и выберем из нашей ветки нужные пины для просмотра двойным кликом по ним.
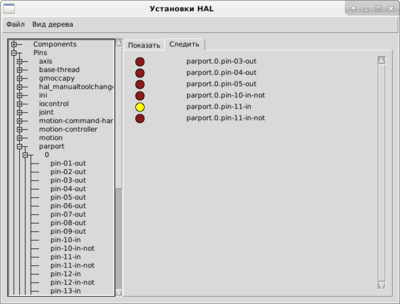
Теперь, когда мы видим состояния нужных нам пинов, можно проверить работу утилиты физически замыкая датчики.
Приложения
Ссылки на дополнительную документацию
Вы можете найти полное описание системы EMC2 перейдя по ссылке http://linuxcnc.org/docs/html/
Конфигурационные файлы LinuxCNC для оборудования компании CNC-Technology
Данные конфигурационные файлы созданы для работы с оборудованием CNC-Technology под управлением платы опто-развязки LPT-DPTR 1.03.
Источник